Немного о пайке
В прошивке, ремонте, да и вообще в повседневной жизни нам часто приходится паять. Увы, многие паяют, не имея представления о самом процессе. Я не претендую на звание знатока, но надеюсь, что мои рекомендации послужат хорошим началом для будущих специалистов.
По традиции, начнем с теории. Что представляет собой процесс пайки?
Представьте себе бутерброд с сыром!

Сыр пока что можно легко снять с хлеба.
Теперь засунем его в микроволновку

Сыр расплавился, заполнив собой все дырочки в хлебе. Теперь сыр оторвать не так-то просто.
В целом, нечто похожее происходит и при пайке. Припой плавится, заполняя мелкие шероховатости на поверхности и прилипая к ней за счет частичной диффузии (проникновения в материал).
Самое главное, что следует учитывать при пайке деталей — процесс окисления. Ржавчина — это окисление железа. Олово, медь и прочие металлы тоже окисляются. И вот этот окисел не дает прилипать припою к детали. В итоге получаем такое:
(не беспокойтесь, это моё личное творчество пятилетней давности)
Почему так происходит? Чем больше температура, тем быстрее происходит процесс окисления. Потому если паяльник нагрет слишком сильно, припой окисляется, темнеет, ни к чему не липнет и выглядит некрасиво:

Для того, чтобы такое не происходило, нужно следить за температурой. В идеале — купить паяльник с регулировкой нагрева или паяльную станцию. Но можно и просто выдергивать из розетки при первых признаках перегрева. Еще проблема окисления решается с помощью флюса, но об этом чуть позже.
Ещё окисел может присутствовать на детали, долгое время пробывшую во влажном месте или на воздухе. В таком случае достаточно просто зачистить место пайки до блеска, ничего сложного.
При перегреве также возможно отслоение точек на печатных платах:

Но и низкая температура вредна! Вы же помните, наш бутерброд в микроволновке грелся целиком. Если вылить горячий сыр на замороженный хлеб — он не прилипнет. Так и в пайке, диффузия при большой разнице температур не происходит и припаянная деталь (даже если прилипнет) с легкостью отвалится:

Потому необходимо всегда прогревать обе детали, требующие пайки.
Из недорогих паяльников с регулировкой температуры недавно видал —
Обзор можно почитать
Теперь поговорим про флюс. Многим знакома канифоль — светло-коричневая субстанция, в которой олово начинает скатываться в шарики и блестеть.

Цель использования флюсов — растворить окислы, усилить поверхностное натяжение припоя и в конечном итоге заставить его прилипнуть к спаиваемым деталям.
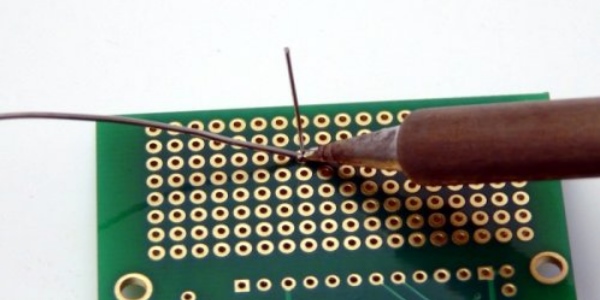
В проволоке припоя обычно тоже имеется флюс — канавка с ним проходит по центру проволоки с припоем
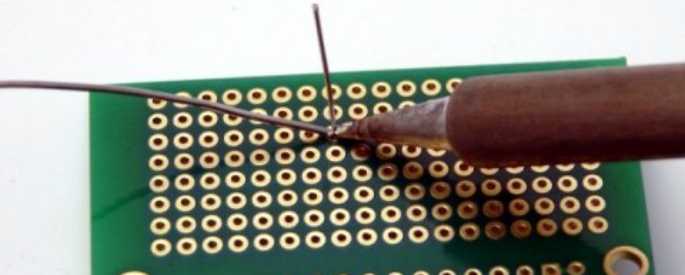
Проблема в том, что если сначала такой припой нанести на паяльник, а потом тыкать им в место пайки, флюс успеет испариться и окисел на спаиваемой детали так и останется. Гораздо более правильно подносить проволоку с припоем прямо к месту пайки, нагретому паяльником:
Вместо такого «поднесения» припоя, можно смазать место пайки флюсом, но при неправильном использовании это может плохо кончиться:

При перегреве, канифоль образует нагар (и перестает выполнять свои функции), избыток канифоли может немного, но всё же проводить ток, мешая работе схемы.
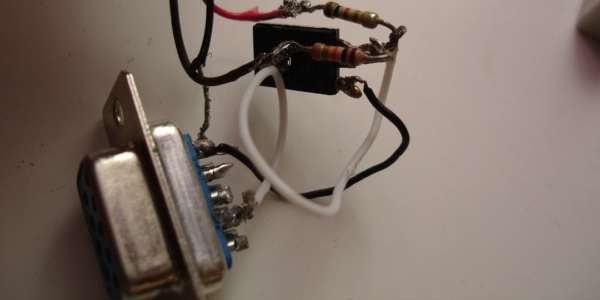
Активные флюсы (например, кислоты) и вовсе обязательно смывать после пайки (не водой, а спиртом или растворителем). Без этого, активный флюс повредит схему:

Для себя я использую флюс NC-559. При цене в 4$ он действует в разы лучше канифоли, чисто выглядит и не требует смывки (спасибо Vitaslon за рекомендацию):

После полугода использования осталось полтюбика, что сильно радует.
Напоследок приведу еще немного полезных штук для пайки с сайта fasttech:
(засунуть, повозить, вытащить чистеньким)

(чтоб держать детальки)


(у меня и SMD)
с лупой (всё хочу себе такой)

Ну и, конечно же, .

Если кратко, то для хорошей пайки достаточно выдерживать правильную температуру и использовать хороший флюс (и припой). Перегрев ведет к окислению, недогрев — к холодной пайке и отвалу деталей. Без хорошего флюса припой не будет липнуть к деталям. С слишком активным флюсом детали будут портиться, если его не смыть. Вродё бы всё 🙂
Если что не рассказал, спрашивайте в комментах, добавлю!



{kind=link}
всё в идеале! остается добавить что существуют сплавы «Вуда» очень хрупкий и температура плавления 60 градусов, для отпаивания деталей. и «оплётка» для впитывания олова и очистки места под пайку.
оплетку пробовал, без NC-559 моя нифига не впитывала) ну и при слабом паяльнике как-то умудрился намертво припаять оплетку к плате 😀
про сплав Вуда в курсе, но не пробовал
Для отпаивания деталей я бы посоветовал сплав «Розе» у него чуть большая температура плавления, но из-за отсутствия кадмия в составе менее токсичен(После каждой пайки лучше все равно выпить рюмку коньяка или водки). И если купить оплетку «GOOT» проблем не будет, она сразу пропитана канифолью. Очень удобно. Я раньше пользовался любой оплеткой, но из-за постоянного перегрева приходилось тратить много оплетки и канифоли. После на плате получалась каша. А с гутовской все красиво.
У меня как раз GOOT была. Пропитана, чуток впитывала, но после капли этого самого NC-559 всасывает как пылесос) Про канифоль давно забыл
С флюсом такого качества явно лучше будет) AMtech валенки не катает) Но у меня до этого не доходило я убирал припой со сплавом Розе уже. А там температура намного ниже и припой впитывается отлично.
Richy, вилка паяльника в обзоре какая-то нестандартная.
Переходник придется искать?
Обычная китайская вилка) Переходник либо пришлют, либо купить за 20р
А еще можно в ближайшем магазине купить ЛТИ-120, с ним тоже работать можно)
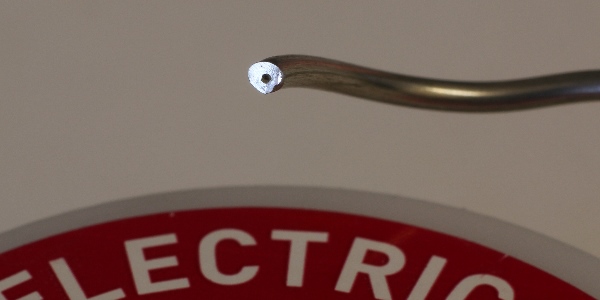
вместо специальной чистилки для жала использую обычную металлическую мочалку для мытья посуды(стоит 30 р, лучше брать ту что помягче), валяется в держателе для паяльника, работает так же)
Amtech говно флюс горит, лучше FluxPlus
Наверное, вы пробовали лишь китайские RMA-223 (такой и у меня есть, УГ)
FluxPlus хорош, но дорог
Тоже приверженец FluxPlus, но тут недавно рискнул и пожидил на него купил Рязанский Флюс-гель для пайки BGA, скажу что с разницей в 300 р ощутимо и качество. Он начинает шипеть на больших температурах, а я предпочитаю работать 300-350 градусов, в то время как Флюкс просто тает… короче на любителя.
Ах, по поводу держателя для плат… тож сомнительная шляпа. лучше бы лампу с лупой и светодиодным кольцом подсветкой.
А чем плату держать? Лампа-то есть. Но паяльником тыкаю — плата ездит по столу 🙂
NC-559 не шипит, просто испаряется.
Опять же исходя из опыта:
Держатель для платы удобный, но ИМХО крокодилы удобны для маленьких плат исключительно, максимум плата привода и то с натягом.
Для больших пользуюсь кожаным ковриком или иной не воспламеняемой подстилкой, а вот лупа когда нужна та что на кронштейне не помогает, у приятеля видел здоровую лупу с подсветкой на ноге как у настольной лампы, вот такая штука очень удобная.
Не советую такой держатель. Очень неустойчивый. Увеличение у лупы не очень.
Metcal рулит
предлагаю добавить про паяльник с регулятором температуы, хенд мейд, берем абсолютно любой паяльник и берем диммер (типа такого ) соответствующий по мощьности (крутилка регулятор света) и втыкаем диммер в разрез одного из питающих проводов 220В. — крутим радуемся изменению температуры паяльника с 0 до максимума.
я так вообще сделал удлиннитель с диммером, и использую этот универсальный переходник с диммером и для паяльника , и для фена для пайки самодельного, и для самодельной ик станции, вобщем рекомендую данный колхозинг 🙂
Много лет пользуюсь китайским паяльниками для ремонта сотовых, жала тоже китайские. Хотя точнее сказать пользуюсь одним по лет пять. Претензий на 90% нет, раньше качество хуже было, жало сгорало, терморегулятор глючил. По поводу горения жала за много лет, пришел к выгодному решению, купил металлическую губку для мыться посуды и засунул в держатель, в нем жало очищается и отдает тепло, тем самым не сгорая во времена простоя (порой забываю выключить, так и жарит всю ночь). Платы ставлю в паяльный столик 15*20см, очень удобно.